

�����к�ͨ�C늼��g����˾
��ַ:����ʡ����������^ܽ��·21̖.
�]����415000
�Ԓ��0736-7269299
���棺0736-7173868
ϵ�ˣ������� �V�����͙C�����F����˲�r�����z�yϵ�y: �V�����͙C�M����ߞV���|�����M���˻����F�����g��������������ԄӇ��Fϵ�y�ĸ��죬������ϵ�y����ǻ�ȡ����γɵĉ�����ɇ��쇊���F�����õĸ��ͣ��������ڽz���ϣ��˷���ԭ���z��ʽ�п����^�̵ķǾ��Ժ͕r����ȱ�c���yԇ�Y������������˾װ��|���������ˏU���ʣ�Ҳ���������˸���������1�������F���Č��F
�����F���nj�һ���ضȵĸ�����һ�������£�ͨ�^����ʽ����������ʹ�����F�����w���ߴ�����СҺ�Σ��ڇ��F�҃ȣ���������������У��a���L���ε����χ����棬�����洩�^���T���_�Ĵ�����e�����ͱ���������؇������\�ӵĽz���ϣ�����ĸ����ɹ�·�������������С�2�����͇������Ŀ���
�������z���ϵĸ������ɰ��b���F���҃ȵĻ��T�_�țQ���ģ����T���b�ڽz���c�F���w��֮�g�������_�ȴ�Сֱ��Ӱ푽z���c�F���w���Ľ��|��e����ֱ��Ӱ�ʩ�ӵ��z���ϵĸ��������ڷ����\�Еr����׃���T���_�ȣ�Ҳ��׃��ÿ֧�V�����͵ĺ�������׃���\�Еr��Ҫ�뱣�C���ͺ����㶨�����T�_�ȱ���S�C�M�ٶȾ��Ը��S�������ŷ�늙C���ƻ��T���x��PLC��������ϵ�y�Ŀ��Ʋ��֣�PLC�������C���ٶȣ�Ӌ����T��λ��������}�_���l�ͽo�ŷ�늙C�����ŷ�늙C���ƻ��T���_�ȣ����T���_�țQ���˸��͵ć���������֮��ϵ�y���ŷ����Sϵ�y�������T�_�ȸ��S���C�ٶȡ����C�ٶȵĸߵͣ��Q�����T�_�ȴ�С�������T�_��ֻ��׃ͨ�^�z���ć�����e���Ķ����C�z���������͵�һ���ԡ�3���˾������ո���˲�r���������ƮaƷ������ˇ��Ҫ�����b�������z�c���������z�y�b�á����������y���b��ʾ��D���D��1����
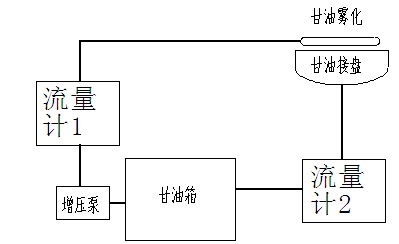
�D��1�����������z�y�b���B��ʾ��D�����^�̞V�����͙C�M�ĸ������zϵ�y��������FX1N PLC��FX2N-4ADģ�M��ݔ��ģ�K��MT6070�|���������������������z�y�b��ݔ������ֱ̖�ӽ��뵽����PLC�У�ͨ�^�|�����Ѹ��������@ʾ������
�V�����͙C�M��늣��b�Æ��ӣ����F�b�õļӟ����_ʼ�ӟᡣ�C�M�o�����Ӱ��£��L�C���ӣ��Ӊ����\�У�ʹ����ע��������У��������Ͻ���7������ֲ��ĸ��͇��졣�����������_��һ�����������ͼ���ͨ�^�����쌢���͇������㉺�������C���ƣ�ͬ�r�����C�l�����ϕr��������ϵ�yҲ�ɿ��ƺ㉺��ֹͣ�\�D��
PLC�Д����C���Ӳ��_��һ���ٶȣ������Cͣ�C�C���F���ϕrֹͣ�Ӝء���ϵ�yͨ�^���T���_�ȁ����Ƹ��͇�������PLC�������C���ٶȣ�Ӌ����T��λ��������}�_���������ŷ�늙Cͨ�^�X�l�����ƻ��T���_�ȣ����T���_�țQ�����͵ć�������ͣ�C���\�Еr������ĸ��ͽ����������ظ����䡣�V�����ͺ����z�y�_������Ŀ�ģ�a�����r�y�����@ʾ���͌��H������b�������y�������_��±1%�� c��Ӌ��ÿֻ�V�����ͺ�����
��ICP��17005491̖-1 ������У������к�ͨ�C늼��g����˾
�����Ԓ��0736-7269299 ��ַ������ʡ����������^ܽ��·21̖.
